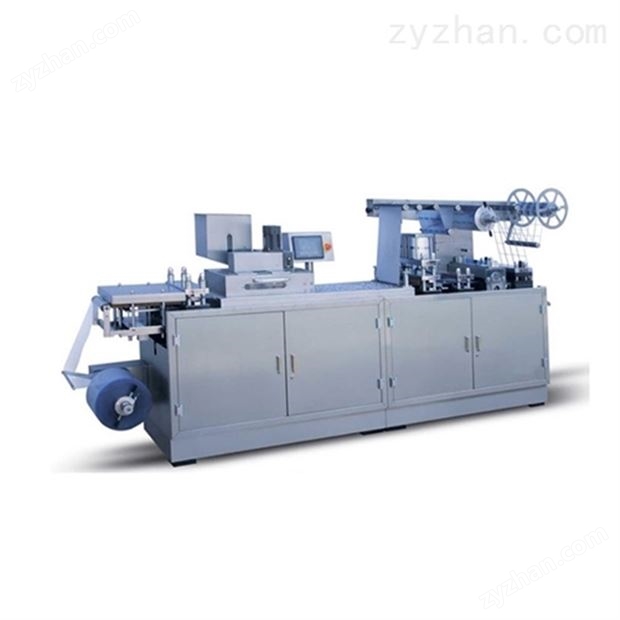
DPP泡罩包裝機俗稱泡罩機或吸塑包裝機,是一種將產(chǎn)品密封于透明塑料泡罩與底板(鋁箔、紙板或塑料膜)之間的自動化包裝設(shè)備����。該機型以DPP命名,按結(jié)構(gòu)可分為輥式���、平板式和輥板式三類,其中平板式在制藥行業(yè)應(yīng)用最為廣泛���。設(shè)備通過加熱成型�����、自動充填�����、熱壓封合及沖裁等工序連續(xù)運行����,實現(xiàn)藥品����、食品、電子元件等小型產(chǎn)品的單體或板塊密封包裝���。

一���、基本結(jié)構(gòu)與工作原理
DPP泡罩包裝機通常由放卷機構(gòu)��、加熱裝置����、成型站��、自動加料器���、熱封站��、批號打印/壓痕裝置����、步進(jìn)牽引機構(gòu)�、沖裁模具及PLC觸控系統(tǒng)組成。其工作原理基于以下連續(xù)工藝循環(huán):
1.底膜放卷與加熱軟化
PVC(聚氯乙烯)���、PET(聚酯)或PP(聚丙烯)等塑料硬片經(jīng)放卷制動裝置恒張力放出�����,進(jìn)入上下加熱板之間�����。紅外或鑄鋁加熱板將硬片加熱至105~150℃���,使其軟化至可塑狀態(tài)�,具體溫度依材料玻璃化轉(zhuǎn)變溫度而定�。
2.泡罩成型(Forming)
軟化后的硬片進(jìn)入成型工位�����。平板式機型多采用正壓吹塑成型——成型上模壓緊硬片����,壓縮空氣經(jīng)模具氣孔將軟化的片材吹入下腔模穴內(nèi),形成規(guī)整的泡罩凹坑����;輥式機型采用真空吸塑成型,借助成型輥筒內(nèi)的負(fù)壓將軟片吸附入旋轉(zhuǎn)模腔���。正壓成型泡罩深度更深����、壁厚更均勻,適合深腔藥品泡罩��。
3.物料充填(Filling)
已成型的泡罩帶步進(jìn)移至加料工位�����。固體物料(片劑�、膠囊、軟膠囊等)通過振動盤����、履帶式或刷板式自動加料器靠重力落入泡罩空腔;異形物或液體/膏體可配計量泵或手動輔助填料���。機型在此工位配備光電或視覺檢測�,識別空泡或異物并標(biāo)記以便后續(xù)剔除�。
4.熱封合(Sealing)
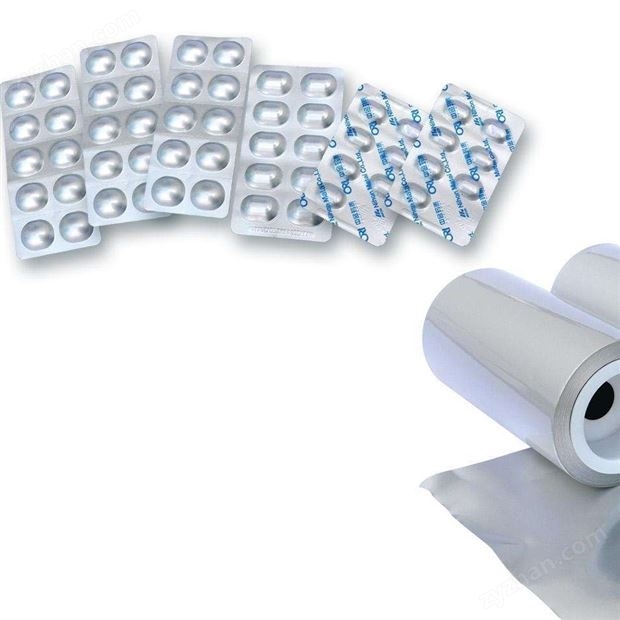
鋁箔(PTP鋁箔,單面涂熱熔膠)或復(fù)合蓋膜與填料的PVC硬片同步送入熱封站�。平板式熱封采用上加熱板加壓平壓(網(wǎng)紋或點陣壓花),輥式熱封由熱封輥連續(xù)滾壓�����。在設(shè)定溫度(通常130~180℃)與壓力下,鋁箔膠粘層熔化并與PVC邊緣熔合�,形成氣密、防潮屏障�。
5.批號打印與壓痕
熱封同時在鋁箔表面壓印生產(chǎn)日期、批號�、有效期(字模或ink-jet)�,并壓制易撕線(折斷線/壓痕線),方便終端用戶按破鋁箔取藥��。
6.步進(jìn)牽引與沖裁(Cutting/Punching)
成品泡罩帶由機械手或氣動夾爪按設(shè)定行程間歇牽引至沖裁模具�,被沖切成規(guī)定尺寸的藥板(如80×57mm、95×70mm等)��。廢料邊料自動收卷或落入廢料斗��,成品經(jīng)輸送帶輸出����,可銜接自動裝盒機����。
二、主要應(yīng)用
制藥行業(yè):片劑����、硬/軟膠囊�、丸劑�、糖衣片的鋁塑(PVC/Al)或鋁鋁(Al/AlColdForm)泡罩包裝,滿足GMP對密封性�、避光、防潮的要求��。
保健食品:維生素����、魚油軟膠囊、益生菌粉劑的獨立泡罩包裝�。
食品行業(yè):奶片、巧克力豆���、糖果�、果凍小杯的獨立密封包裝����。
醫(yī)療器械與耗材:一次性使用注射針頭、采血針����、小規(guī)格敷料、試紙條的防潮防污包裝。
電子與五金:紐扣電池�、LED小元件、小螺絲�����、接插件的防靜電或防潮泡罩包裝��。
三�、使用與維護(hù)要點
根據(jù)包裝材料厚度與泡罩深度調(diào)整加熱溫度、成型氣壓及熱封溫度壓力�����,避免過熔或封合不嚴(yán)�����。
定期清潔成型模具與熱封網(wǎng)紋板��,防止藥粉或PVC殘屑影響泡罩成型質(zhì)量和封口強度�����。
檢查牽引機構(gòu)同步性�����,確保步距精度�����,防止版面對位偏移(版偏)導(dǎo)致沖裁廢邊或過切�。
加料振盤需依物料性狀調(diào)整振幅,防止碎片����;液體/膏體充填后需充分確認(rèn)密封完整性。
按GMP要求記錄設(shè)備運行參數(shù)����、模具編號及清潔狀態(tài),便于質(zhì)量追溯�。
DPP泡罩包裝機通過高度集成的"成型—充填—封合—沖裁"一體化流程,在保障產(chǎn)品密封保質(zhì)的同時顯著提升包裝效率��,是固體制劑及小型商品現(xiàn)代包裝線的核心設(shè)備���。


 手機版
手機版 制藥網(wǎng)手機版
制藥網(wǎng)手機版
 制藥網(wǎng)小程序
制藥網(wǎng)小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  預(yù)告
預(yù)告